Для отливки больших
художественных образов
Запатентованные контролирующие
добавки
Удобная фасовка в мешках
по 22,5 кг или 1 тонне

POWERCAST — это гипсовый материал промышленного класса. Специально разработан для литья небольших скульптур, произведений искусства из других металлов из сплавов. Используется для отливки статуэток, декоративных деталей, а также сложных деталей, используемых в коммерческих целях.
POWERCAST — содержит специально сортированные огнеупорные зерна и кристобалит высокой чистоты. Powercast использует запатентованные контролирующие добавки, которые обеспечивают более низкий подъем смеси под вакуумом, исключает появление водяных пятен на отлитой поверхности и значительно снижает дефекты литья, возникающие при использовании гипса других конкурирующих марок.
ИНСТРУКЦИИ ПО ИСПОЛЬЗОВАНИЮ

Используется литейщиками, заботящимися о качестве, по всему миру. PRESTIGE «POWERCAST» зарекомендовал себя как действительно превосходная формовочная масса на гипсовой основе для литья более крупных художественные конструкции из цветных металлов
«СОВЕРШЕНСТВО В ТЕХНОЛОГИИ ЮВЕЛИРНОГО ЛИТЬЯ»
Powercast поставляется в мешках весом 22,5 кг или по 1 тонне
Инструкция по подготовке смеси
| Соотношение воды к формовочной массе: 34-35 % | Формовочная масса, кг | Вода, мл |
|---|---|---|
| Автоматическое вакуумное смешивание | 1 | 340 |
| Ручное смешивание | 1 | 350 |
| Температура воды, ˚C | 21-24 | 21-24 |
• Увеличение количества гипса на 1% уменьшает общее время работы примерно на 30 секунд
Дать постоять 120-150 минут |
Дать постоять 120-150 минут |
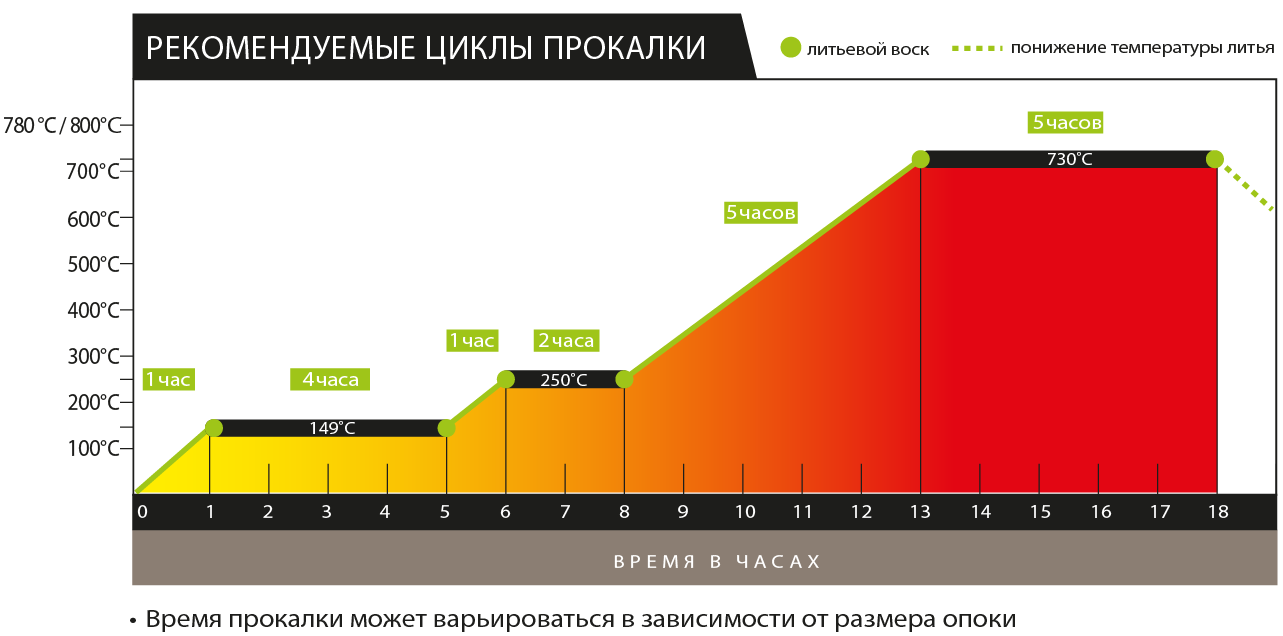
ПАРОВАЯ ДЕПАСИРОВКА И ПРОКАЛКА
Поместите опоку в паровую камеру на минимальное время, необходимое только для удаления воска.
Примечание. Слишком долгое пребывание в паре приведет к разрушению формовочной поверхности. Как только депарафинизация будет завершена, сразу перенесите опоки непосредственно в печь для прокалки.
Примечание. Не позволяйте опокам остыть перед тем, как перенести их в предварительно нагретую печь для прокалки.
СУХОЕ УДАЛЕНИЕ ВОСКА И ПРОКАЛКА
POWERCAST T — это высококачественный невспениваемый гипс для литья по выплавляемым моделям. Разработан для литья алюминиевых сплавов методом постоянной формы. Разработан для создания форм высочайшего качества для вулканизации шин.
POWERCAST T — это однородный, простой в использовании гипс для литья в формы для шин, который обеспечивает более четкое и детальное воспроизведение даже самой сложной конфигурации протектора.
ИНСТРУКЦИИ ПО ИСПОЛЬЗОВАНИЮ

Используется литейщиками, заботящимися о качестве, по всему миру. PRESTIGE «POWERCAST T» зарекомендовал себя как действительно превосходная формовочная масса на гипсовой основе для литья в формы для шин
«СОВЕРШЕНСТВО В ТЕХНОЛОГИИ ЛИТЬЯ»
Powercast T поставляется в мешках весом 22,5 кг или по 1 тонне

Инструкция по подготовке смеси
| Соотношение воды к формовочной массе: 50-52% | Формовочная масса, кг | Вода, мл |
|---|---|---|
| Автоматическое вакуумное смешивание | 1 | 500 |
| Ручное смешивание | 1 | 520 |
| Температура воды, ˚C | 21-24 | 21-24 |
• Увеличение количества гипса на 1% уменьшает общее время работы примерно на 30 секунд
|
|